No final deste ano foi noticiado que a cervejeira sediada no Colorado (EUA), Left Hand Brewing viu-se forçada a retirar do mercado em 2016, 2 milhões de dólares de cerveja, depois dos seus clientes se terem queixado de cervejas com defeitos, garrafas a explodir e outros problemas relacionado com controlo de qualidade.
Após uma investigação sobre o sucedido, a Left Hand Brewing colocou em tribunal o fornecedor de leveduras White Labs por, alegadamente, esta ter fornecido lotes contaminados com levedura selvagem, nomeadamente Saccharomyces diastaticus.
Esta levedura foi identificada pela primeira vez em 1952 por Andrews & Gilliland, os quais descreveram uma levedura capaz de fermentar amido solúvel e dextrinas, resultando numa cerveja com atenuação anormalmente baixa.
Em 1965, R.B. Gilliland, Sc. D., em trabalho desenvolvido na Arthur Guiness, Son & Co. (Dublin) Ltd., aprofundou o estudo deste microrganismo capaz de produzir glucoamilase, que promove a hidrolise da amilose e outros substratos. Esta enzima também chamada de amiloglucosidase é também secretada pela Aspergillus niger e Rhizopus delemar, não tendo sido encontrada em outras espécies de Saccharomyces.
No seu trabalho de investigação, a S. diastaticus fermentou em 14 dias, um caldo de amido de densidade inicial de 1.0123 para 1.0067. Por outro lado, a S. cerevisae não foi capaz de atenuar o mesmo caldo de amido.
Os resultados foram idênticos com um caldo de dextrinas de densidade inicial de 1.0118, baixando para 1.0071 em 14 dias. Tal como na outra solução, a S. cerevisae não foi capaz de atenuar nem um ponto de densidade.
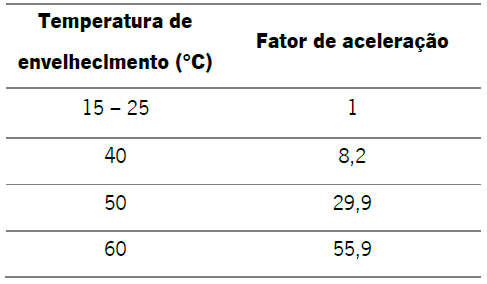
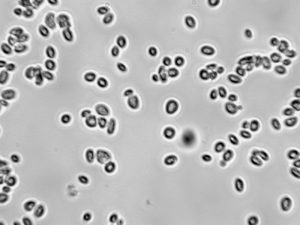
Além da sua capacidade de fermentar amido, as outras características distintas observadas da S. diastaticus foram a sua resistência a altas temperaturas, a forma da célula (redonda a oval), a sua variabilidade em tamanho e a não formação de película no recipiente de fermentação.
Curiosamente, além da Left Hand Brewing têm sido reportados mais casos de cervejas com problemas consistentes com a fermentação por S. diastaticus, nomeadamente carbonatação excessiva (“gushing”), corpo muito leve e pH dentro da normalidade para cerveja. Além disso, não apresentam grandes alterações a nível organoléptico. Estas características tornam difícil a identificação da causa, uma vez que o nível de pH dentro dos parâmetros normais para cerveja, eliminam a actuação de bactérias (de espécies que produzem, em geral, ácido acético e ácido láctico, como é o caso da Acetobacter cerevisae e Pediococcus damnosus).
A sua identificação por métodos tradicionais de teste microbiológico é também difícil, dada a sua similaridade com a S. cerevisae. Um dos únicos métodos eficazes para a sua detecção é a análise genética através da técnica de reacção em cadeia da polimerase (ou polymerase chain reaction – PCR).
Assim, quando surgem problemas com determinados lotes que não estejam directamente relacionados com contaminação bacteriológica ou estirpes de levedura selvagem mais comuns (por exemplo, a Brettanomyces bruxellensis), aconselhamos a que seja feito um teste PCR para avaliar com detalhe a microflora presente e assim, isolar a causa.
Referências:
Saccharomyces Diastaticus – A Starch-Fermenting Yeast; by R. B. Gilliland, Sc.D., F.R.I.C. (Arthur Guiness, Son & Co. (Dublin) Ltd., St. James’s Gate, Dublin, 8). 29 de Outubro, 1965